摘要:高鉻鑄鐵磨輥鑄件表面脈紋毛刺缺陷, 經(jīng)3種工藝方案的試驗(yàn)及對(duì)該缺陷產(chǎn)生原因分析,表明石英砂的高溫膨脹是導(dǎo)致脈紋毛刺的根本原因,應(yīng)用受熱時(shí)不發(fā)生體積膨脹的其他型砂:如鋁釩土砂是消除脈紋毛刺缺陷的的有效措施。
一般情況下,石英砂體積的膨脹不會(huì)對(duì)鑄件產(chǎn)生明顯的影響,但多方面的不利因素同時(shí)出現(xiàn)時(shí),就很容易表現(xiàn)出來,某廠就出現(xiàn)一例因石英砂體積膨脹而產(chǎn)生鑄件缺陷。
某廠生產(chǎn)一種高鉻鑄鐵磨輥(903輥),其化學(xué)成分w為2.0%~2.6%C;0.4%~1.0%Si;0.5%~1.0%Mn,≤0.06%S;≤0.1%P。鑄件質(zhì)量3200kg,其缺陷位置、鑄件尺寸及鑄造工藝見圖1、圖2。
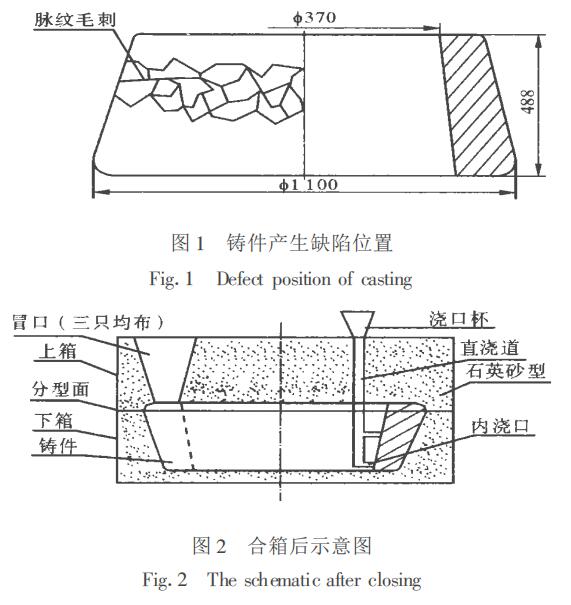
1 缺陷特征
某廠生產(chǎn)的903輥,向熱電廠供貨,鑄件表面脈紋毛刺現(xiàn)象一直存在。2000年底由此一次報(bào)廢20件,損失40萬元 。其缺陷外觀打磨前為0~1.5mm凸起的毛刺,打磨后毛刺處呈凹陷狀態(tài)。
2 對(duì)比試驗(yàn)
(1)試驗(yàn)1,嚴(yán)格舂砂工藝。根據(jù)鑄件外觀缺陷現(xiàn)象,先是懷疑鑄型緊實(shí)度不夠造成,于是決定對(duì)10個(gè)鑄件進(jìn)行試驗(yàn),嚴(yán)格按照填砂工藝操作,結(jié)果缺陷反而加重。
(2)試驗(yàn)2,縮短澆注時(shí)間。大流澆注,縮短澆注時(shí)間,降低澆注溫度。缺陷有所減輕但無法杜絕。
(3)試驗(yàn)3,更換石英砂。原工藝是鑄型采用水玻璃石英砂,中間芯子采用鋁礬土砂, 考慮到鑄型吃砂量小,而石英砂在高溫時(shí)其膨脹量要遠(yuǎn)遠(yuǎn)大于其余型砂,于是全部改用鋁礬土砂造型,首批投入3件,結(jié)果脈紋現(xiàn)象全部消失,且以后將鋁礬土砂造型方案固定下來,至今從未出現(xiàn)過脈紋毛刺現(xiàn)象。
3 原因分析
對(duì)比3種試驗(yàn)方案,發(fā)現(xiàn)產(chǎn)生缺陷的原因?yàn)椋?
(1)鑄型吃砂量偏小,緊實(shí)度大。
(2)澆注系統(tǒng)為封閉式,澆注時(shí)間125~145s,偏長。
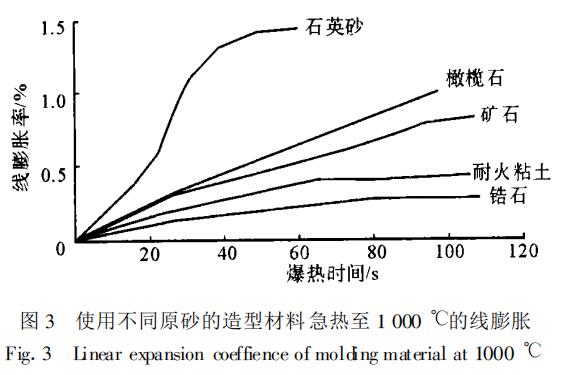
(3)金屬液進(jìn)入型腔后, 型腔表面層溫度急劇升高,因而發(fā)生膨脹,SiO2顆粒發(fā)生如下多晶形轉(zhuǎn)變:型腔溫度升至575℃,線膨脹量0.875%;等溫膨脹為0.5%,總膨脹量為 0.875%+0.5%=1.375%,當(dāng)型腔高溫烘烤時(shí)間超過30s時(shí),石英砂逐步達(dá)到較大膨脹量, 見圖3。如果砂型緊實(shí)度高、砂粒粗和粒度集中、粉塵含量高、加熱速度快,則型砂的微觀膨脹減小,而相應(yīng)的宏觀膨脹增加。型腔外部100mm處為厚大的圓型砂箱,阻礙砂粒間力的釋放,其受力方向只有向鑄型型腔內(nèi)壁轉(zhuǎn)移,造成表面層開裂而產(chǎn)生脈紋毛刺 。
4 結(jié)論
(1)石英砂的高溫膨脹是導(dǎo)致脈紋毛刺的根本原因。
(2)采用更換石英砂為鋁礬土砂, 杜絕了脈紋毛刺缺陷。

